在东莞某精密制造车间,一台搭载皮秒激光技术的激光切割机以 100 米 / 分钟速度切割手机中框,边缘光滑无毛刺,全程无热变形。这种基于超快激光的冷切割技术,通过非热加工原理实现材料的精准分离,正成为高端制造领域的 “标配” 工艺。本文将从技术原理、行业应用、选型要点等维度,解析冷切割技术如何重塑工业加工生态。
区别于传统激光切割的 “热熔分离”,冷切割技术依赖超短脉冲激光的三大物理效应:
皮秒 / 飞秒激光脉冲持续时间极短(皮秒级 10??? 秒,飞秒级 10???秒),能量在瞬间集中作用于材料表面,使电子获得足够能量脱离原子束缚(电离过程),而材料尚未发生热传导。例如,切割 30 微米厚不锈钢箔时,热影响区仅 1 微米,避免了传统切割导致的材料硬化问题。
当激光能量密度超过阈值,材料通过同时吸收多个光子实现电离,直接破坏原子键合,跳过熔化阶段直接气化或剥离。这种机制使激光切割机能够加工玻璃、陶瓷等传统难加工材料,实现 0.002 毫米厚度玻璃的无崩边切割,边缘粗糙度低至 0.05 微米。
通过集成工业视觉与运动控制算法,激光切割机可实时校准光斑位置,补偿机械振动与温度变化带来的误差。在复杂曲面切割中,设备加工精度可达 ±5 微米,满足精密器件的公差要求。
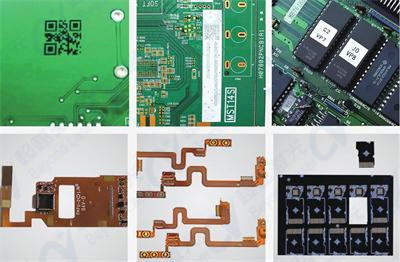
案例:某电子厂商采用冷切割激光设备加工 5G 手机陶瓷后盖,通过振镜扫描与动态聚焦技术,实现 0.3 毫米厚度陶瓷的高精度切割,边缘崩裂率从传统机械加工的 15% 降至 1%,良率提升显著。
技术优势:无热应力影响,适合玻璃、陶瓷、柔性电路板等脆性材料,满足消费电子 “轻薄化、复杂化” 的设计需求。
锂电池极片切割:激光切割机采用脉冲激光剥离技术,解决了传统刀片切割的金属碎屑问题,实现 10 微米厚度铝箔的无毛刺加工,内阻降低 15%,加工速度达 60 米 / 分钟,助力动力电池大规模量产。
光伏硅片加工:在 TOPCon 电池生产中,设备可加工 15 微米直径深孔,孔壁垂直度误差小于 1%,提升电池的电流收集效率,推动光电转换效率突破 26%。
心血管支架微加工:冷切割技术避免了热损伤对镍钛合金记忆性能的影响,可在支架表面加工 5 微米宽的螺旋槽结构,提升血管支撑力与药物涂层附着性,临床应用显示支架内再狭窄率降低 12%。
半导体晶圆切割:针对 8 英寸硅晶圆,激光切割机可实现 0.1 毫米宽度的切割道加工,崩边尺寸小于 5 微米,满足芯片封装的高精度要求。
")
随着工业 4.0 推进,激光切割机正从单机设备升级为智能加工单元,集成机器人、视觉检测与 MES 系统,实现 “加工 - 检测 - 追溯” 全流程自动化。某新能源企业案例显示,智能产线使电池包生产周期从 72 小时缩短至 36 小时,人工成本降低 70%。
针对碳纤维复合材料、金刚石薄膜等新型材料,冷切割技术通过优化光束参数(波长、脉冲能量)与加工路径,实现 “通用设备加工多种材料”,降低企业设备采购成本。例如,同一台激光切割机可兼容金属、陶瓷、聚合物的精密加工。
相较于传统加工的高能耗、高污染,冷切割技术能耗降低 40%,无需切削液与后续清洗工序,符合欧盟 RoHS、REACH 等环保标准,成为出口型制造企业的首选工艺。
|
核心参数 |
选型建议 |
|
激光器类型 |
皮秒激光器适合金属 / 硬质材料,飞秒激光器适合玻璃 / 柔性材料,功率根据材料厚度选择(50W-200W) |
|
定位精度 |
平面加工选择 ±10 微米级,三维加工需 ±5 微米级,搭配动态聚焦系统提升曲面加工能力 |
|
软件功能 |
具备 AI 路径优化、自动对刀、加工参数数据库,支持 DXF/STL 等多种文件格式导入 |
|
售后服务 |
选择提供 24 小时响应、定期维护培训、软件免费升级的供应商,确保设备长期稳定运行 |
从微米级的电子元件到毫米级的结构部件,激光切割机的冷切割技术正以 “高精度、无损伤、高效率” 的优势,重塑工业加工的边界。随着技术的不断进步,这一工艺将不仅是高端制造的 “奢侈品”,更会成为中小制造企业升级的 “标配” 工具。如需了解冷切割技术如何解决您的加工难题,欢迎联系专业激光设备供应商获取技术方案。

微信公众号

手机微网站




深圳市德赢·vwin体育激光智能装备股份有限公司 粤ICP备11096299号 安全联盟  粤公网安备 44030702002291号
粤公网安备 44030702002291号
【免责声明】网站内容部分来自网络.若有侵权行为请告知网站管理员.本网站将立即给予删除【版权声明】若无告之盗用本站信息,违者必究,决不姑息!

![]()

![]()